免费咨询热线:0769-85157716
官 方 微 信 号:13332662668
官 方 微 信 号:13332662668

复合机胶辊磨损后更换的注意事项,分为5大核心环节,结合技术规范与实操经验综合说明:
一、前期准备与安全操作
1. 停机与锁定程序
关闭设备总电源并挂警示牌,执行LOTO(上锁挂牌)安全程序,释放胶辊系统残余压力。
使用红外测温枪检测胶辊温度,确认降至40℃以下再操作,避免高温烫伤。
2. 备件匹配验证
核对新胶辊参数:直径公差±0.05mm、硬度偏差±3 Shore A、表面粗糙度Ra≤0.8μm。
优先选择与原厂同材质胶辊(如NBR丁腈胶、硅胶或聚氨酯),避免因弹性模量差异导致传动异常。

二、旧辊拆卸规范
1. 辅助工装使用
采用液压拔辊器拆卸,禁止敲击胶辊轴头(可能损伤轴承座精度)。
对拆卸的磨损胶辊进行编号存档,记录累计运行时长(建议寿命:普通胶辊800~1200小时,镀铬辊2000小时)。
2. 关联部件检查
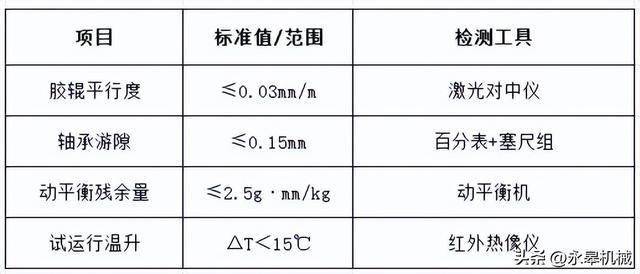
同步检查轴承、齿轮和联轴器的磨损情况,若轴承游隙>0.15mm需同步更换。
清理辊座安装面锈蚀或胶渣,用千分表检测轴座同轴度(允差≤0.02mm/m)。

三、新辊安装技术要点
1. 安装精度控制
使用激光对中仪校准胶辊与背压辊平行度,横向偏差≤0.03mm/m。
分阶段预紧螺栓:先50%扭矩初装,再按对角顺序分两次增至100%扭矩(参考值:M12螺栓28~32N·m)。
2. 动态平衡调试
对高速胶辊(线速度>50m/min)进行动平衡测试,残余不平衡量≤2.5g·mm/kg。
安装后空载运行30分钟,振动值需<2.8mm/s(ISO 10816标准)。

四、调试与验收标准
1. 压力与间隙设定
按工艺要求设定辊间线压力(参考范围:涂布胶辊815N/cm,复合胶辊1525N/cm)。
用塞尺检测刮刀与胶辊间隙,初始值设为0.05~0.1mm,结合透光法调整均匀性。
2. 试运行验证
低速(10~20m/min)空载运行1小时,监测轴承温升(ΔT<15℃为正常)。
首件生产时用3M胶带法测试涂布均匀性,要求剥离强度波动<5%。

五、后续维护与成本优化
1. 磨合期管理
新胶辊前24小时运行负载不超过额定值的80%,避免异常磨损。
每班次清洁辊面,使用pH值6~8的中性清洗剂,禁用强酸强碱溶剂。
2. 成本控制策略
建立胶辊寿命预测模型:记录每次更换时的磨损量、运行参数,优化采购周期。
旧辊再生利用:与专业厂商合作翻新(成本较新辊降低40%~60%)。
复合设备操作流程图解:
停机锁定→旧辊评估→备件校验→精密安装→平衡调试→压力设定→试产验收→数据归档
附:关键参数速查表

版权声明:本站所有设备图片及资料,视频素材信息均均为东莞市永皋机械有限公司版权所有,未经协议本网授权不得转载、摘编或利用其它方式使用。已经本网授权使用作品的,应在授权范围内使用,并注明“来源:东莞市永皋机械有限公司”。违反上述声明者,本网将追究其相关法律责任。








