免费咨询热线:0769-85157716
官 方 微 信 号:13332662668
官 方 微 信 号:13332662668
不同布料复合机选择网纹辊线数需综合考虑基材特性、胶水粘度及工艺要求,核心原则是:布料越轻薄/表面越光滑,线数越高;布料越厚重/表面越粗糙,线数越低。

具体选择策略如下:
一、按布料特性选择网纹辊线数
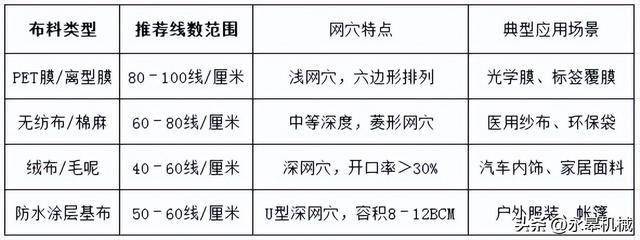
1. 轻薄光滑布料(如PET膜、雪纺、丝绸)
推荐线数:80–100线/厘米(200–250线/英寸)。
原因:
高线数网穴浅而密,减少胶水渗透,避免透胶或变形。
配合真空吸附系统,确保涂布均匀性(如PET离型膜涂布)。
2. 中厚度布料(如棉麻、无纺布)
推荐线数:60–80线/厘米(150–200线/英寸)。
原因:
中等网穴深度平衡渗透与表面覆盖,避免胶水堆积或缺胶。
适用水性胶涂布,需控制粘度在300–800cps。

3. 厚重粗糙布料(如绒布、毛呢、帆布)
推荐线数:40–60线/厘米(100–150线/英寸)。
原因:
低线数网穴深大,增加胶量填充纤维缝隙,提升粘结强度。
需配合高压复合(0.5–0.8MPa)确保胶层贴合。
4. 特殊功能布料(如防水涂层、医用防护服)
推荐线数:
防水涂层:50–60线/厘米(深网穴增加胶量)。
医用防护服:100–120线/厘米(高精度±0.5g/㎡)。

二、协同工艺参数调节
1. 胶水粘度匹配
高粘度胶(如PUR胶):选低线数网辊(40–60线/厘米),并加热至120–200℃降低粘度。
低粘度胶:选高线数网辊(80–100线/厘米),防止流淌。
2. 涂布速度与压力
高速涂布(>30m/min):提高线数10–20%,避免飞溅(如薄膜连续生产)。
刮刀压力:低线数网辊需高压(300–400kPa),高线数用低压(200–300kPa)。

3. 基材预处理
电晕处理:提升表面张力至42–56mN/m,增强胶水附着力,减少线数依赖。
清洁除尘:防止网眼堵塞,定期超声波清洗(溶剂温度≤50℃)。
三、不同布料的网纹辊选型参考表
四、注意事项
1. 网纹辊材质选择:
陶瓷网纹辊耐磨性优于金属辊(寿命延长3倍),适合长期量产。
高精度场景选用激光雕刻陶瓷辊,网穴误差≤±0.001mm。
2. 定期维护:
每班次清洗网穴,防止胶渣固化。
磨损补偿:每8小时调高刮刀角度1°–2°,维持压力稳定。

3. 验证标准:
涂布后多点检测厚度,波动≤±10%为合格(激光测厚仪)。
关键结论:
频繁更换涂布量的场景(如小批量多品种),建议改用刮刀式涂布或热熔胶喷涂,替代网纹辊。

版权声明:本站所有设备图片及资料,视频素材信息均均为东莞市永皋机械有限公司版权所有,未经协议本网授权不得转载、摘编或利用其它方式使用。已经本网授权使用作品的,应在授权范围内使用,并注明“来源:东莞市永皋机械有限公司”。违反上述声明者,本网将追究其相关法律责任。








