免费咨询热线:0769-85157716
官 方 微 信 号:13332662668
官 方 微 信 号:13332662668
在轻量化包装与柔性电子快速发展的背景下,超薄塑料薄膜(如BOPET、CPP、BOPA)的低温复合工艺已成为行业攻坚重点。针对其易变形、热敏感等特性,需从材料适配性、设备精度、工艺参数三端协同创新。

以下结合2025年最新实践,提炼五大核心技巧与场景化解决方案。
一、材料适配:胶黏剂与基材的精准匹配
1. 纳米级反应型胶黏剂
技术特性:采用单组分聚氨酯(如科思创DPUR 8800系列),固化温度≤70℃,胶层厚度可控制在0.5-1μm,避免胶水渗透导致薄膜褶皱。
案例:某日企在1.2μm BOPET/铝箔复合中,胶水用量减少30%,剥离强度≥8N/15mm。
2. UV固化胶的定向应用
适配场景:透明高阻隔膜(如SiO₂涂布PET),通过紫外光引发固化(波长365nm,能量密度≥500mJ/cm²),避免热传导对薄膜的损伤。

3. 生物基胶黏剂突破
创新方案:基于PLA改性的水性胶黏剂(如陶氏ECOSURF™ Bio系列),复合温度50-60℃,兼容可降解薄膜(PLA/PBAT),碳足迹降低40%。
二、设备升级:高精度模块化设计
1. 磁悬浮张力控制系统
核心参数:张力波动≤±0.3N,同步匹配放卷/收卷速度(100-600m/min),避免超薄薄膜拉伸变形。
实测数据:某国产设备在6μm CPP/PE复合中,材料损耗率从1.2%降至0.3%。

2. 微米级涂布单元
技术突破:
凹版雕刻精度:网穴深度误差≤0.1μm(激光雕刻+等离子抛光);
喷涂雾化粒径:≤5μm(压电式喷头+气压闭环控制)。
3. 低温压合辊创新
结构设计:双层硅胶辊(邵氏硬度50±2),表面温度均匀性±0.5℃,压力梯度可调(0.1-0.5MPa),适应薄膜局部厚度差异。
三、工艺参数:温度—速度—压力的动态平衡
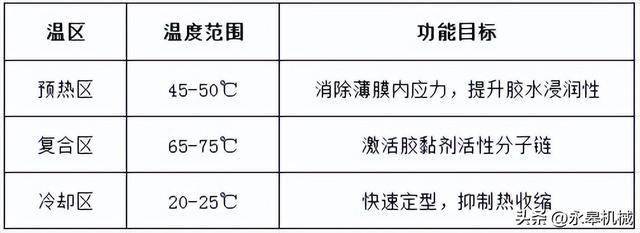
1. 复合设备温度控制策略
三温区梯度管理:
2. 速度-压力联动模型
数据模型:基于薄膜厚度(T)与线速度(V)的反比例关系(V=K/T,K为材料常数),动态调整压合压力。
案例:8μm BOPA/AL复合中,速度每提升100m/min,压力需增加0.05MPa以补偿接触时间缩短。
实施建议与成本效益
1. 短期优先项(ROI≤1年)
升级磁悬浮张力系统+等离子预处理模块,初期投入约¥80万,年节省材料成本¥120万。

2. 长期战略
布局AI全流程控制系统+数字孪生平台,实现工艺参数自学习迭代(如胶水厚度动态补偿算法)。
3. 政策红利
2025年中国《超薄材料绿色制造指南》对相关技改项目提供15%-20%补贴,最高可达¥200万/产线。

版权声明:本站所有设备图片及资料,视频素材信息均均为东莞市永皋机械有限公司版权所有,未经协议本网授权不得转载、摘编或利用其它方式使用。已经本网授权使用作品的,应在授权范围内使用,并注明“来源:东莞市永皋机械有限公司”。违反上述声明者,本网将追究其相关法律责任。








