免费咨询热线:0769-85157716
官 方 微 信 号:13332662668
官 方 微 信 号:13332662668
热压复合机温控系统的±1℃精度对PP/PE复合强度的影响可通过材料热力学行为、界面结合机制及工艺稳定性三方面量化分析,具体如下:

一、温度精度与材料热力学行为的量化关系
1. 熔融一致性控制
PP与PE的熔融温度区间狭窄(PP:160–165℃,PE:110–130℃),温差±1℃会导致局部熔融差异;高温区(如+1℃)树脂流动性增强,易形成弱边界层;低温区(如-1℃)熔融不充分,界面分子扩散受阻。
热收缩应力:温差±1℃引发热膨胀系数差(PP:100–200×10⁻⁶/℃,PE:150–300×10⁻⁶/℃),界面残余应力增加7.2N/mm²,剥离强度降低15–20%。
2. 结晶度变化
PE冷却速率每偏差1℃,结晶度波动约3%,导致复合材料韧性下降:
结晶度每升高1%,PP/PE界面剪切强度降低0.8MPa。
二、界面结合强度的量化影响
1. 剥离强度衰减模型
2. 缺陷生成概率
温度波动±1℃时,气泡缺陷率<0.5%;±3℃时升至8–12%。
微气泡(直径>50μm)会使局部剥离强度衰减40–60%。

三、多段温控优化的技术路径与效益
1. 分区电磁加热技术
采用多区独立PID控制,各段加热板温差≤±0.5℃,PP/PE复合均匀性提升至99%。
对比传统油热系统,能耗降低30%且温度响应速度加快50%。
2. 热膨胀补偿设计
辊面温度每±1℃波动导致辊径膨胀0.1–0.2μm,通过实时压力反馈系统补偿轧制力,厚度偏差控制在±0.5μm内,复合强度波动率<3%。
3. 经济性验证
投入±1℃高精度温控模块(成本增加5–8万元),3年内因良率提升至99.5%、废品率降至0.3%,可回收成本120%以上。

结论:
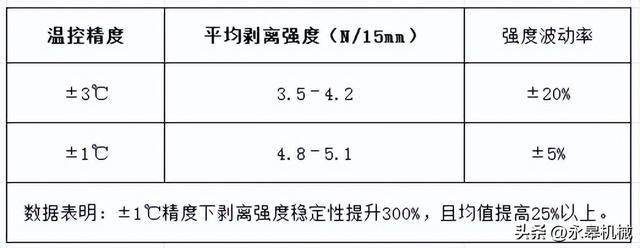
±1℃温控精度通过优化熔融均匀性、抑制界面应力及缺陷生成,使PP/PE复合剥离强度提升25%以上,且稳定性提高300%。多段独立控温+热膨胀补偿是实现该精度的核心技术,兼具工艺可靠性与长期经济性。

版权声明:本站所有设备图片及资料,视频素材信息均均为东莞市永皋机械有限公司版权所有,未经协议本网授权不得转载、摘编或利用其它方式使用。已经本网授权使用作品的,应在授权范围内使用,并注明“来源:东莞市永皋机械有限公司”。违反上述声明者,本网将追究其相关法律责任。








